Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
|
|
|
- Serkan Hamdi
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1


2 Vida Türleri Üretim Yöntemleri 2
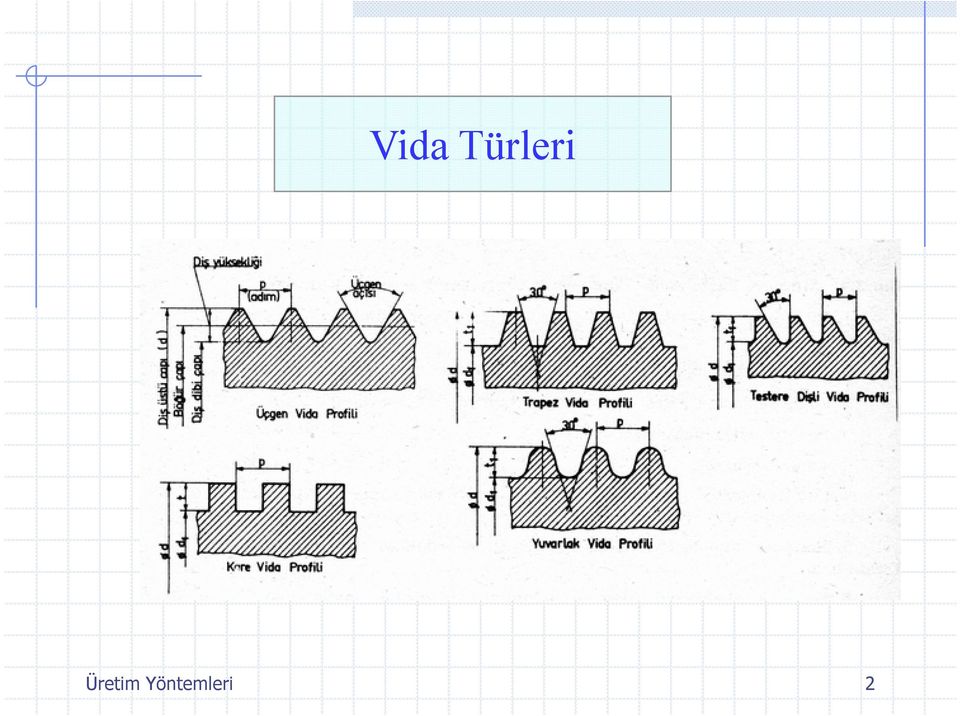
3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar Kare vidalar Metrik ince diş vidalar Whitworth vidalar Whitworth ince diş vidalar Boru vidaları Testere vidalar Yuvarlak vidalar Trapez vidalar * * Trapez vidalar aynı zamanda kuvvet ileten vidalar dır Üretim Yöntemleri 3

4 Helis Oluşumu Bir dik üçgene ait dik kenarın bir silindir çevresine sarıldığında üçgene ait hipotenüsün oluşturduğu eğriye helis denir. Vida ise bu helis çizgisi boyunca açılan üçgen, kare gibi kanallar vasıtasıyla oluşur Üretim Yöntemleri 4

5 Vida Normları Metrik vidalar Üçgen açısı 60 0 dir Adım bir diş dolusu ve bir diş boşluğu ile ifade edilir ve birimi mm dir Dişin uç kısmı düz kesilmiş diş dibi kavislendirilmiştir. Whitworth vidalar Üçgen açısı 55 0 dir 1 uzunluğunun diş sayısına bölünmesi ile adım ifade edilir. Dişin hem uç kısmı hem de diş dibi kavislendirilmiştir. Üretim Yöntemleri 5


6 Whitworth vidalar Metrik vidalar Üretim Yöntemleri 6

7 Vidaların gösterimi Gösterim i M20 Anlamı Metrik vida, diş üstü çapı 20 mm M22x1.5 Metrik vida, diş üstü 22 mm adımı 1.5mm 1 1/4 Whitworth vida, vida çapı inc cinsinden Tr 28x4 S 36x6 Rd 30x3 /8 R 5 /16 Trapez vida, diş üstü çapı 28mm ve adımı 4mm Testere vidası, vida diş üstü çapı 36 mm ve adımı 6mm Yuvarlak vida, diş üstü çapı 30mm ve adımı 1 /4 Whitworth boru vidası, vida çapı 5 /16 Üretim Yöntemleri 7

8 Üçgen Vidalar Üçgen vidaların dişlerini meydana getiren açılar helis açılarına oranla daha büyüktür. Helis Açısı Diş dibi Diş derinliği Adım Diş üstü Gerek tekrarlı yüklemelere maruz kalan bağlantılarda gerekse statik yüklemelerde bağlantının güvenli olması açısından helis açıları küçük yapılırlar. Üçgen Açısı Üretim Yöntemleri 8 Diş dibi çapı Bölüm dairesi çapı Diş üstü çapı

9 Metrik Üçgen Vidalar d = Diş üstü çapı d 2 = Böğür çapı d 3 = Diş dibi çapı p = Vida adımı Üçgen yüksekliği H = p Diş dibi çapı d 3 = d p Diş derinliği h 3 = 0.5(d-d 3 ) Böğür çapı d 2 = d p Üretim Yöntemleri 9

10 Kare Vidalar Kare vidaları daha çok kuvvet ileten vidalar olarak kullanılır. Tek ağızlı olarak yapıldığı gibi çok ağızlı olarak ta yapılmaktadırlar. Kare vidalarında diş genişliği adımın yarısıdır. Üretim Yöntemleri 10


11 Boru Vidalar Boru vidası temelde whitworth üçgen vidasıdır. Boru vidalarındaki adım normal vida adımından daha küçüktür. Normal bir whitworth vida için 1 parmaktaki diş sayısından daha çok dişe sahiptir Üretim Yöntemleri 11

12 Çok ağızlı vidalar Çok ağızlı vidalar devir sayısının az fakat ilerlemenin fazla olması istenen yerlerde kullanılır. Bir tam devirde üç ağızlı bir vidadaki ilerleme tek ağızlı bir vidaya göre üç kat daha fazladır. Üretim Yöntemleri 12

13 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (Pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta takımı ve pafta kolu kullanılır. Kılavuz ve pafta çekme işlemleri el takımları kullanılmak suretiyle yapılabildiği gibi matkap, torna tezgahı veya özel vida açma tezgahları kullanılarak ta yapılabilmektedir. Üretim Yöntemleri 13

14 Vida Açma Tezgahı Dikey vida açma tezgahı Yatay vida açma tezgahı Üretim Yöntemleri 14

15 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır. Üretim Yöntemleri 15
 kılavuz")

16 3 parçalı el kılavuz takımı Üretim Yöntemleri 16


17 3 parçalı el kılavuz takımının geometrik özellikleri Üretim Yöntemleri 17


18 Kılavuz ucu ve uca ait açılar Üretim Yöntemleri 18

19 Kılavuz açma işleminde işlem sırası 1- Kılavuz çekilecek iş parçası delme işlemi öncesinde delik çapı hesaplanmalı ve uygun çapta matkap ucu seçilmelidir. Kılavuz açılacak delik çapı iki farklı yöntemle hesaplanabilir. Vidanın diş üstü çapı 0.85 ile çarpılır Matkap çapı = dx0.85 Diş üstü çapından adımın çıkartılması Matkap çapı = d-p Üretim Yöntemleri 19


20 2- Kılavuz açılacak olan delik uygun matkap ile delindikten sonra deliğe havşa açılmalıdır. Eğer mümkünse bu havşa 90 0 olmalıdır. Havşa d d 3 Üretim Yöntemleri 20

21 3- Đlk kılavuz, kılavuz koluna takılır ve hareketli çeneye ait kılavuz sapı döndürülmek suretiyle kılavuz sabitlenir. Kılavuz sabitleme yuvası Üretim Yöntemleri 21


22 4- Kılavuz kolu delik eksenine tam paralel tutulmak suretiyle kendi etrafında döndürülerek deliğe alıştırılmaya çalışılır. Bu işlemle birlikte alıştırma safhasında belirli aralıklarla kılavuzun dikliği bir gönye ile kontrol edilir. Üretim Yöntemleri 22
23 5- Kılavuz yaklaşık 4-5 diş ilerledikten sonra alıştırma işlemi tamamlanmış demektir. Kılavuz kolu iki elle çevrilmek suretiyle 1. Kılavuz tamamlanmış olur. 6- Kılavuz un ikinci ve üçüncü uçlarıda aynı şekilde çekilir ve kılavuz çekme işlemi tamamlanmış olur. Üretim Yöntemleri 23
24 Vida dişlerinin kontrolü Herhangi bir yöntemle oluşturulan vida dişleri Vida Mastar ları ile kontrol edilirler. Üretim Yöntemleri 24
25 Kılavuz açma işleminde dikkat edilecek bazı unsurlar Delik delmek için seçilen matkap çapının uygun olup olmadığı kontrol edilmelidir. Kılavuz çekilecek deliğe 90 0 havşa açılması unutulmamalıdır. Kör delikler için kılavuz çekerken delik derinliğinin Vida boyu+0.75d Şartını sağlayıp sağlamadığına dikkat edilmelidir. Kör deliklere kılavuz çekme işleminde kılavuz yuvasından bir veya iki kez çıkartılarak delik temizlenmelidir. Üretim Yöntemleri 25
26 Otomatik vida açma makinesi Üretim Yöntemleri 26
27 Tornada vida açmak Üretim Yöntemleri 27


28 Haddeleme tekniği ile vida açma Üretim Yöntemleri 28
29 Vidaların Taşlanması Vidaların taşlanmasında iki farklı yöntem uygulanır. a) Tek profilli disk ile taşlama b) Çok profilli disk ile taşlama Taşlama diski Üretim Yöntemleri 29
30 Pafta Çekmek Paftalar dış vida açma işlemlerinde kullanılırlar. Kılavuzlar gibi çoğunlukla HSS çeliklerinden imal edilirler. Pafta çekmek kılavuz çekmek gibi birbirini takip eden takımlar kullanmayı gerektirmez. Yani dış vida açmak için tek bir pafta ve pafta kolu yeterlidir. Üretim Yöntemleri 30

31 Paftanın genel özellikleri Üretim Yöntemleri 31

32 Pafta kolu Üretim Yöntemleri 32
33 Pafta açma işleminde işlem sırası 1- Vida profiline uygun pafta lokması pafta koluna takılır ve yuva etrafındaki cıvatalar sıkılır. 2- Ağızlamayı kolaylaştırmak için pafta açılacak iş parçasına yaklaşık civarında pah kırılır. Yanlış Doğru Yanlış Üretim Yöntemleri 33


34 3- Pafta açılacak iş parçasının çapı Đş parçası çapı = d-px0.1 Şartını sağlayacak çapa kadar tornalanır 4- Paftaya öncelikle eksenel baskı uygulanarak iş parçası etrafında yavaş yavaş döndürülerek ağızlatılır. Eğer pafta iş parçasına yeterince dik ise işlem vida boyu tamamlanıncaya kadar devam edilir. Pafta kolu dik olarak tutulmalıdır Üretim Yöntemleri 34
35 Pafta çekme işleminde dikkat edilecek bazı unsurlar 1- Pafta lokması pafta koluna takılırken lokma etrafındaki yuvaların pafta kolu cıvatalarının karşılayıp karşılamadığı ve pafta lokmasının yeterince sabit bağlandığı kontrol edilmelidir. 2- Đş parçasına yeterli miktarda pah kırılmış olmasına dikkat edilmelidir. 3- Paftanı eğri ağızlamaması için paftanın her iki koluna eşit baskı uygulanmasına dikkat edilmelidir. Üretim Yöntemleri 35

36 4- Pafta çekme işleminde pafta kolu mecbur kalınmadıkça geri çevrilmemelidir. Aksi taktirde pafta lokmasına ait dişler kırılabilir. 5- Pafta çekme işlemi sırasında kesmeyi kolaylaştırmak amacıyla kesme yağları kullanılmalıdır. 6- Pafta çekme işlemi sonrasında pafta lokması pafta kolundan çıkarılmalı ve temizlenmelidir. 7- Eğer ağızlatma işleminin zor olacağı düşünülüyorsa ağızlatma için torna tezgahı kullanılmalıdır Üretim Yöntemleri 36
37 Raybalama Raybalama, deliği hassas bir yüzey kalitesi ile istenilen ölçüye getirmek için yapılan bir işlemdir. Matkapla delinen delik tam ölçüsünde olmadığı gibi hassas bir iş için yüzeyi de gerekli düzgünlükte elde edilemez. Hassas ve düzgün bir yüzey elde edilmek istenirse önce delik, ölçüsünden biraz küçük olarak delinir sonra tam ölçüsüne getirmek üzere raybalanır. Üretim Yöntemleri 37

38 Raybalama Üretim Yöntemleri 38
39 Raybalama a)helisel rayba b)kesicileri değiştirilebilen rayba Üretim Yöntemleri 39
40 Klasik bir rayba ve ona ait kısımlar Raybalama: Deliğin matkapla delinmesinin ardından rayba denilen bir kesici takım ile küçük miktarlarda talaş kaldırma işlemine raybalama denir. Raybalama ile 0.006mm den daha küçük hassasiyetlerde ölçü elde etmek mümkündür. Bunun nedeni ise; raybanın kesici ağızlarının çokluğundan talaş payının az oluşundan ve devir sayısının düşük olmasından kaynaklanmaktadır. Üretim Yöntemleri 40
41 Rayba Çeşitleri Düz Raybalar Helisel Raybalar 1. El Raybaları 2. Makine Raybaları 3. Konik Raybalar Üretim Yöntemleri 41
42 El Raybaları El raybalarının kesme yapan ağız boyu ve bunu takip eden yardımcı ağız boyu uzundur. Bunun nedeni ise raybanın delik içerisinde kolay ağızlamasını sağlamak ve elle döndürme kuvvetinin azaltılmasıdır. El raybaları boyu en az çapı kadar olan boydan boya delinmiş deliklere çekilir. Üretim Yöntemleri 42
43 Makine Raybaları Makine raybalarının yataklanan zırhlı kısımları ile esas kesme yapan ağız kısımları el raybalarından daha kısadır. Çünkü rayba makinede çekilirken makinenin mili tarafından yataklanmaktadır. Makine raybaları genellikle konik saplı olarak imal edilirler. Üretim Yöntemleri 43
44 Makine Raybaları(Devamı) Ayrıca makine raybalarının uç koniklik boyu daha kısadır. Esas kesici kenarı bu ağızlar oluşturmaktadır. Bu nedenle makine raybaları kör delikler için daha uygundur. Konik Raybalar Konik raybalar silindirik delikleri konik hale getirmek için kullanılan raybalardır. Konik pimlerin delikleri, mors kovanları gibi konik yuvalar konik raybalarla işlenir. Konik raybalar koniklik oranlarına bağlı olarak üç tiptir 1- Pim raybaları(1/50) 2- Mors raybaları(1/20) 3- Musluk raybaları(1/10) Üretim Yöntemleri 44
45 Rayba Payı Rayba delik sonrasında yapılan ikinci bir işlem olduğundan delme işleminde standartlarda belirtildiği miktarlarda rayba payı bırakılmalıdır. Eğer daha fazla rayba payı bırakılacak olursa rayba çekmek zorlaşır hatta rayba kırılabilir. Delik Çapı (mm) < > Rayba Payı (mm) Üretim Yöntemleri 45
Kılavuz Çekmek. Üretim Yöntemleri 15
 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 1. KARE VİDA AÇMA
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
En İyi Uygulamalar ve Kullanım Kılavuzu
 En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
Karbür Matkaplar. Delme. WTX- UNI / VA Yüksek performanslı karbür matkap- Ürün çeşitindeki artış. Diş
 Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Görünüşler - 1
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
Üretimde kullanılan iş parçalarının kesilme şekillerinden biri de çeşitli metotlar ile talaş kaldırılarak yapılan kesme işlemidir.
 4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ
 i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
USB KVM Switch. Ses özellikli ve 2 portlu USB KVM switch. Ses özellikli ve 4 portlu USB KVM switch
 USB KVM Switch Ses özellikli ve 2 portlu USB KVM switch Ses özellikli ve 4 portlu USB KVM switch Kullanma Kılavuzu DS-11403 (2 Portlu) DS-12402 (4 Portlu) 1 NOT Bu cihaz FCC kurallarının 15. Bölümü uyarınca,
USB KVM Switch Ses özellikli ve 2 portlu USB KVM switch Ses özellikli ve 4 portlu USB KVM switch Kullanma Kılavuzu DS-11403 (2 Portlu) DS-12402 (4 Portlu) 1 NOT Bu cihaz FCC kurallarının 15. Bölümü uyarınca,
Teknik Dosya Üretim Standartları
 Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
Teknik sistem kataloğu Taşıyıcı kol sistemleri
 Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
Makine Elemanları I Prof. Dr. İrfan KAYMAZ. Temel bilgiler-flipped Classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
DÜZ VE KREMAYER DİŞLİ AÇMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ ALANI DÜZ VE KREMAYER DİŞLİ AÇMA ANKARA,2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ ALANI DÜZ VE KREMAYER DİŞLİ AÇMA ANKARA,2007 Milli Eğitim Bakanlığı tarafından geliştirilen
Ağaç işleme makinaları. Quality Guide. Takımın değeri
 Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
HEAVY DUTY CLIP-IN TAVAN MONTAJ TALİMATNAMESİ
 HEAVY DUTY CLIP-IN TAVAN MONTAJ TALİMATNAMESİ I. Clip-In Sistem Profil ve Aksesuarları I. Montaj Öncesi ve Esnasında Dikkat Edilmesi Gereken Hususlar 1. Uygulama yapılacak mekanın boş ve temiz olması gereklidir.
HEAVY DUTY CLIP-IN TAVAN MONTAJ TALİMATNAMESİ I. Clip-In Sistem Profil ve Aksesuarları I. Montaj Öncesi ve Esnasında Dikkat Edilmesi Gereken Hususlar 1. Uygulama yapılacak mekanın boş ve temiz olması gereklidir.
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com
 SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI
 II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
ÇELİK YAPI BİRLEŞİM ELEMANLARI
 ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
Talaşlı İmalat ve Takım Tezgahları
 Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
AN-500 FLASH POINT (Full Digital Tam Otomatik) (Kapalı Tip Alevlenme Noktası Tayin Cıhazı tanıtımı)
 (Kapalı Tip Alevlenme Noktası Tayin Cıhazı tanıtımı)") AN-500 FLASH POINT (Full Digital Tam Otomatik) (Kapalı Tip Alevlenme Noktası Tayin Cıhazı tanıtımı) 1. LCD Grafik ekran. 2. Parlama (yanma) lambası. 3. Preset (ayarlar) düğmesi, bas değiştir, 4. Isıtma
AN-500 FLASH POINT (Full Digital Tam Otomatik) (Kapalı Tip Alevlenme Noktası Tayin Cıhazı tanıtımı) 1. LCD Grafik ekran. 2. Parlama (yanma) lambası. 3. Preset (ayarlar) düğmesi, bas değiştir, 4. Isıtma
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ
 5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
C: Kaydırma ruleti D: Pil yuvası E: Aç/Kapa anahtarı F: Bağlantı düğmesi G: Optik hareket algılayıcısı
 Ürün bilgileri Alıcı Fare Miniklavye A: Gösterge B: Bağlantı düğmesi Kurulum C: Kaydırma ruleti D: Pil yuvası E: Aç/Kapa anahtarı F: Bağlantı düğmesi G: Optik hareket algılayıcısı H: Pil yuvası I: Bağlantı
Ürün bilgileri Alıcı Fare Miniklavye A: Gösterge B: Bağlantı düğmesi Kurulum C: Kaydırma ruleti D: Pil yuvası E: Aç/Kapa anahtarı F: Bağlantı düğmesi G: Optik hareket algılayıcısı H: Pil yuvası I: Bağlantı
- Dokümantasyonun bir parçası olan çizime göre askıları monte edin. Çekicilerin bölümleri, askının uzunluğu ayarlanabilecek şekilde tasarlanmıştır.
 MONTAJ TAİMATARI 1. Transport ve depolama Sağlanan parçalarının depolanması ve transportu bu parçaların hasarlanmasını, etiketlerinin zararlanmasını engelleyecek şekilde ve bu parçalar toz ve korozyondan
MONTAJ TAİMATARI 1. Transport ve depolama Sağlanan parçalarının depolanması ve transportu bu parçaların hasarlanmasını, etiketlerinin zararlanmasını engelleyecek şekilde ve bu parçalar toz ve korozyondan
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
MÜZİK ALETLERİ YAPIMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI VİYOLA TABLOLARININ MONTESİ Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI VİYOLA TABLOLARININ MONTESİ Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
İMALAT RESMİ YUSUF MANSUROĞLU
 İMALAT RESMİ YUSUF MANSUROĞLU 06.04.2016 Bölüm 1 Teknik Resim Hazırlama İMALAT RESİMLERİ İmalat Resimleri bir ürünün üretilip montajlanabilmesi için yapılan çalışmalar boyunca kullanılan teknik resim setidir.
İMALAT RESMİ YUSUF MANSUROĞLU 06.04.2016 Bölüm 1 Teknik Resim Hazırlama İMALAT RESİMLERİ İmalat Resimleri bir ürünün üretilip montajlanabilmesi için yapılan çalışmalar boyunca kullanılan teknik resim setidir.
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MAKĠNE TEKNOLOJĠSĠ. SÖKÜLEBĠLEN BĠRLEġTĠRME ELEMANLARI 521MMI172
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MAKĠNE TEKNOLOJĠSĠ SÖKÜLEBĠLEN BĠRLEġTĠRME ELEMANLARI 521MMI172 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MAKĠNE TEKNOLOJĠSĠ SÖKÜLEBĠLEN BĠRLEġTĠRME ELEMANLARI 521MMI172 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
 ROTODOCK MONTAJ KİTAPÇIĞI ve KULLANIM KILAVUZU PMS POLİETİLEN MAMÜLLERİ SANAYİ VE TİCARET LİMİTED ŞİRKETİ R O T O D O C K Y Ü Z E R P L A T F O R M L A R ROTODOCK KULLANIM KILAVUZU SİSTEM MONTAJ VE DEMONTAJ
ROTODOCK MONTAJ KİTAPÇIĞI ve KULLANIM KILAVUZU PMS POLİETİLEN MAMÜLLERİ SANAYİ VE TİCARET LİMİTED ŞİRKETİ R O T O D O C K Y Ü Z E R P L A T F O R M L A R ROTODOCK KULLANIM KILAVUZU SİSTEM MONTAJ VE DEMONTAJ
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3)
 (SEVİYE-3)") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.
 yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.") SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN
 ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN INSTRUCTIONS DE MONTAGE DES LAVE-LINGE INTÉGRABLES
ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN INSTRUCTIONS DE MONTAGE DES LAVE-LINGE INTÉGRABLES
2481 Oyuncaklı Mama Sandalyesi Kullanım Kılavuzu
 2481 Oyuncaklı Mama Sandalyesi Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya baģlamadan önce tüm kullanma talimatlarını lütfen dikkatlice okuyunuz. Ġleride referans olması için kullanma talimatını
2481 Oyuncaklı Mama Sandalyesi Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya baģlamadan önce tüm kullanma talimatlarını lütfen dikkatlice okuyunuz. Ġleride referans olması için kullanma talimatını
MasterFlow 916 AN. Polyester Esaslı, Ankraj Harcı. Tanımı
 Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER
 ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
Konveyörler NP, NI Serisi
 NP, NI Serisi NP Serisi T-Max konveyörleri, üretim şartlarınıza uygun olarak, Avrupa da, optimum verimde çalışacak şekilde imal edilmiştir. Alüminyum konstrüksiyon kasası, yüksek sıcaklığa dayanıklı bant
NP, NI Serisi NP Serisi T-Max konveyörleri, üretim şartlarınıza uygun olarak, Avrupa da, optimum verimde çalışacak şekilde imal edilmiştir. Alüminyum konstrüksiyon kasası, yüksek sıcaklığa dayanıklı bant
Lachenmeier Streç Kaplama Makinesi XL. Geniş formatlı ambalajlar için...
 Lachenmeier Streç Kaplama Makinesi XL Geniş formatlı ambalajlar için... Lachenmeier Streç Kaplama Makinesi Çatı kaplama panelleri Alçıpan kaplama İzolasyon çarşafları MDF levhalar Alçı levhalar Oluklu
Lachenmeier Streç Kaplama Makinesi XL Geniş formatlı ambalajlar için... Lachenmeier Streç Kaplama Makinesi Çatı kaplama panelleri Alçıpan kaplama İzolasyon çarşafları MDF levhalar Alçı levhalar Oluklu
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
KOMPAKT DUfi ÜN TELER
 KOMPAKT DUfi ÜN TELER KOMPAKT DUfi ÜN TELER GENEL GÖRÜNÜfiÜ Dufl Teknesi nin modeline ba l olarak yukar daki görünüm, de iflmekle birlikte parçalar yap itibariyle ayn d r. 1- Dufl teknesi (modele göre
KOMPAKT DUfi ÜN TELER KOMPAKT DUfi ÜN TELER GENEL GÖRÜNÜfiÜ Dufl Teknesi nin modeline ba l olarak yukar daki görünüm, de iflmekle birlikte parçalar yap itibariyle ayn d r. 1- Dufl teknesi (modele göre
BÖLÜM 7 BİLGİSAYAR UYGULAMALARI - 1
 1 BÖLÜM 7 BİLGİSAYAR UYGULAMALARI - 1 Belli bir özelliğe yönelik yapılandırılmış gözlemlerle elde edilen ölçme sonuçları üzerinde bir çok istatistiksel işlem yapılabilmektedir. Bu işlemlerin bir kısmı
1 BÖLÜM 7 BİLGİSAYAR UYGULAMALARI - 1 Belli bir özelliğe yönelik yapılandırılmış gözlemlerle elde edilen ölçme sonuçları üzerinde bir çok istatistiksel işlem yapılabilmektedir. Bu işlemlerin bir kısmı
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 103DLİK İŞLM Delik işleme takımının seçimi Delik işleme takımının seçimi 1 İşleme tipini tanımlayın
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 103DLİK İŞLM Delik işleme takımının seçimi Delik işleme takımının seçimi 1 İşleme tipini tanımlayın
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ. 6. Hafta Oda Akustiği
 MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 6. Hafta Oda Akustiği Sesin Oda İçerisinde Yayınımı Akustik olarak sesin odada yayınımı için, sesin dalga boyunun hacmin boyutlarına göre oldukça küçük olması gerekmektedir.
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 6. Hafta Oda Akustiği Sesin Oda İçerisinde Yayınımı Akustik olarak sesin odada yayınımı için, sesin dalga boyunun hacmin boyutlarına göre oldukça küçük olması gerekmektedir.
2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi
 2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi Gövde : Tamamen metal profil konstrüksiyon.ön gerilim giderme işlemi yapılmış metal gövde. Ana freze Motoru
2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi Gövde : Tamamen metal profil konstrüksiyon.ön gerilim giderme işlemi yapılmış metal gövde. Ana freze Motoru
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA İçerik Giriş Dişli çarklarda ana ölçülerin seçimi Dişlilerde oluşan kuvvetler ve etkileyen faktörler Dişli çarkların
Makine Elemanları II Prof. Dr. Akgün ALSARAN Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA İçerik Giriş Dişli çarklarda ana ölçülerin seçimi Dişlilerde oluşan kuvvetler ve etkileyen faktörler Dişli çarkların
ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ
 ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ Arazide bir yapı temeli veya toprak dolgu altında kalacak, veya herhangi bir başka yüklemeye maruz kalacak zemin tabakalarının gerilme-şekil değiştirme davranışlarını
ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ Arazide bir yapı temeli veya toprak dolgu altında kalacak, veya herhangi bir başka yüklemeye maruz kalacak zemin tabakalarının gerilme-şekil değiştirme davranışlarını
JAKLI SİSTEM YERALTI ÇÖP KONTEYNER ŞARTNAMESİ
 JAKLI SİSTEM YERALTI ÇÖP KONTEYNER ŞARTNAMESİ 1- Yeraltı konteyner sistemine sıkıştırmalı çöp aracından alınan jaklı hortumla konteyner sistemine bağlantı yapılıp manuel kumanda ile çalışması sağlanacaktır.
JAKLI SİSTEM YERALTI ÇÖP KONTEYNER ŞARTNAMESİ 1- Yeraltı konteyner sistemine sıkıştırmalı çöp aracından alınan jaklı hortumla konteyner sistemine bağlantı yapılıp manuel kumanda ile çalışması sağlanacaktır.
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436
 01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması
 Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ 2 AMAÇ. 2. ŞASİ ÖLÇÜM SİSTEMLERİ 2.1. Teleskopik Ölçüm Cetvelleri
 ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide
ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide
High-Tech Port by MÜSİAD Kurumsal Kimlik Rehberi
 High-Tech Port by MÜSİAD Kurumsal Kimlik Rehberi High-Tech Port by MÜSİAD kurumsal kimliğini oluşturan değiştirilemez kuralların tanımlanması amacı ile hazırlanmıştır. Kurumsal kimlik rehberinden yola
High-Tech Port by MÜSİAD Kurumsal Kimlik Rehberi High-Tech Port by MÜSİAD kurumsal kimliğini oluşturan değiştirilemez kuralların tanımlanması amacı ile hazırlanmıştır. Kurumsal kimlik rehberinden yola
Evrak Ekle. Kurum İçi Giden Evrak Ekleme. Kırmızı renker; doldurulması zorunlu alanları ifade etmektedir. İleri Geri tarihli işlem yapılamamaktadır.
 Evrak Ekle Kurum İçi Giden Evrak Ekleme Kırmızı renker; doldurulması zorunlu alanları ifade etmektedir. İleri Geri tarihli işlem yapılamamaktadır. İçyazı No sistem tarafından otomatik verilmekte, müdahale
Evrak Ekle Kurum İçi Giden Evrak Ekleme Kırmızı renker; doldurulması zorunlu alanları ifade etmektedir. İleri Geri tarihli işlem yapılamamaktadır. İçyazı No sistem tarafından otomatik verilmekte, müdahale
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
YILDIZ TEKNİK ÜNİVERSİTESİ DERS GÖREVLENDİRME YÖNERGESİ
 YILDIZ TEKNİK ÜNİVERSİTESİ DERS GÖREVLENDİRME YÖNERGESİ İÇİNDEKİLER İÇİNDEKİLER...i BİRİNCİ BÖLÜM...1 Amaç, Kapsam, Dayanak ve Tanımlar...1 Amaç...1 Kapsam...1 Dayanak...1 Tanımlar...1 İKİNCİ BÖLÜM...2
YILDIZ TEKNİK ÜNİVERSİTESİ DERS GÖREVLENDİRME YÖNERGESİ İÇİNDEKİLER İÇİNDEKİLER...i BİRİNCİ BÖLÜM...1 Amaç, Kapsam, Dayanak ve Tanımlar...1 Amaç...1 Kapsam...1 Dayanak...1 Tanımlar...1 İKİNCİ BÖLÜM...2
Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık elemanları.
 GENEL BİLGİLER ÜRÜNLERİ DIN 2353'e uygun yüksüklü tip boru bağlantı elemanları. Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık
GENEL BİLGİLER ÜRÜNLERİ DIN 2353'e uygun yüksüklü tip boru bağlantı elemanları. Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık
Sound Bar. Başlangıç Kılavuzu HT-CT370
 Sound Bar Başlangıç Kılavuzu HT-CT370 İçindekiler Ayar 1 Kutunun içindekiler 4 2 Kurulum 5 3 Bağlantı 6 4 Sistemin açılması 8 5 Sesin dinlenmesi 9 Temel İşlemler Ses efektlerinin keyfini çıkarma 10 Sesin
Sound Bar Başlangıç Kılavuzu HT-CT370 İçindekiler Ayar 1 Kutunun içindekiler 4 2 Kurulum 5 3 Bağlantı 6 4 Sistemin açılması 8 5 Sesin dinlenmesi 9 Temel İşlemler Ses efektlerinin keyfini çıkarma 10 Sesin
ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ
 14.11.2013 ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ Ford Otosan İhsaniye Otomotiv Meslek Yüksek Okulu Makine Resim ve Konstrüksiyon Programı Ders içeriği El Aletleri KAYNAKÇA El Aletleri İle Çalışmada İş Sağlığı
14.11.2013 ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ Ford Otosan İhsaniye Otomotiv Meslek Yüksek Okulu Makine Resim ve Konstrüksiyon Programı Ders içeriği El Aletleri KAYNAKÇA El Aletleri İle Çalışmada İş Sağlığı
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ
 İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
BAŞLICA ÇATI ŞEKİLLERİ
 ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
Fan Coil Cihazları Tesisat Bağlantıları
 Newtherm Fan Coil Kontrol Ekipmanları Bağlantı vanaları, uzaktan kontrol cihazları, dijital veya mekanik duvar tipi termostatları ve yalıtımlı montaj setleriyle birlikte sistem bazında teslim edilmektedir.
Newtherm Fan Coil Kontrol Ekipmanları Bağlantı vanaları, uzaktan kontrol cihazları, dijital veya mekanik duvar tipi termostatları ve yalıtımlı montaj setleriyle birlikte sistem bazında teslim edilmektedir.
KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU
 KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU TEKNİK ÖZELLİKLER VOLTAJ GİRİŞ GÜCÜ DEVİR HIZI MAX. BETON DELME ÇAPI UÇ TİPİ 230V-50HZ 1700W 900-1900d/dk 50mm SDS MAX CİHAZIN ÜNİTELERİ 1. SDS UÇ
KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU TEKNİK ÖZELLİKLER VOLTAJ GİRİŞ GÜCÜ DEVİR HIZI MAX. BETON DELME ÇAPI UÇ TİPİ 230V-50HZ 1700W 900-1900d/dk 50mm SDS MAX CİHAZIN ÜNİTELERİ 1. SDS UÇ
HAUTAU PRIMAT. sistemi. Depolama, montaj, havaland rma, sabitleme, temizleme... Hiçbir şey bundan daha kolay değil!
 yüksek vasistas HAUTAU PRIMAT sistemi Depolama, montaj, havaland rma, sabitleme, temizleme... Hiçbir şey bundan daha kolay değil! Esneklik ve çok yönlülük alan nda HAUTAU PRIMAT kimseye söz b rakm yor:
yüksek vasistas HAUTAU PRIMAT sistemi Depolama, montaj, havaland rma, sabitleme, temizleme... Hiçbir şey bundan daha kolay değil! Esneklik ve çok yönlülük alan nda HAUTAU PRIMAT kimseye söz b rakm yor:
Şekil 1. Sistem Açılış Sayfası
 Sistemin Kullanım Amacı E-Tedarik, Türkiye Petrolleri nin doğrudan alım süreci sırasında firmalardan teklif alma kısmının elektronik ortama aktarılması amacıyla oluşturulmuş bir web tabanlı sistemdir.
Sistemin Kullanım Amacı E-Tedarik, Türkiye Petrolleri nin doğrudan alım süreci sırasında firmalardan teklif alma kısmının elektronik ortama aktarılması amacıyla oluşturulmuş bir web tabanlı sistemdir.
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ. Đş Araçlarının Đnsana Uyumu. Tutma yeri konstrüksiyonlarında şu hususlara dikkat etmek gerekir
 ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
IBM System Storage. EXN4000 Kuruluş ve Ayar Yönergeleri
 IBM System Storage EXN4000 Kuruluş ve Ayar Yönergeleri TM Bu belge, IBM System Storage EXN4000 depolama genişletme birimine ilişkin kuruluş ve ayar yönergelerini içerir. EXN4000 ürününe ilişkin ek bilgileri
IBM System Storage EXN4000 Kuruluş ve Ayar Yönergeleri TM Bu belge, IBM System Storage EXN4000 depolama genişletme birimine ilişkin kuruluş ve ayar yönergelerini içerir. EXN4000 ürününe ilişkin ek bilgileri
ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
Olasılık ve İstatistik Dersinin Öğretiminde Deney ve Simülasyon
 Olasılık ve İstatistik Dersinin Öğretiminde Deney ve Simülasyon Levent ÖZBEK Fikri ÖZTÜRK Ankara Üniversitesi Fen Fakültesi İstatistik Bölümü Sistem Modelleme ve Simülasyon Laboratuvarı 61 Tandoğan/Ankara
Olasılık ve İstatistik Dersinin Öğretiminde Deney ve Simülasyon Levent ÖZBEK Fikri ÖZTÜRK Ankara Üniversitesi Fen Fakültesi İstatistik Bölümü Sistem Modelleme ve Simülasyon Laboratuvarı 61 Tandoğan/Ankara
KTM 512. Kombine kontrol ve balans vanaları Basınçtan bağımsız balans ve kontrol vanaları
 KTM 512 Kombine kontrol ve balans vanaları Basınçtan bağımsız balans ve kontrol vanaları IMI TA / Kontrol vanaları / KTM 512 KTM 512 Değişken debili ısıtma ve soğutma sistemleri için geliştirilen bu yüksek
KTM 512 Kombine kontrol ve balans vanaları Basınçtan bağımsız balans ve kontrol vanaları IMI TA / Kontrol vanaları / KTM 512 KTM 512 Değişken debili ısıtma ve soğutma sistemleri için geliştirilen bu yüksek
İMA Perde Kalıp. Perde Kalıp. www.imakalip.com
 Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
KAMU İHALE KANUNUNA GÖRE İHALE EDİLEN PERSONEL ÇALIŞTIRILMASINA DAYALI HİZMET ALIMLARI KAPSAMINDA İSTİHDAM EDİLEN İŞÇİLERİN KIDEM TAZMİNATLARININ
 8 Şubat 2015 PAZAR Resmî Gazete Sayı : 29261 YÖNETMELİK Çalışma ve Sosyal Güvenlik Bakanlığından: KAMU İHALE KANUNUNA GÖRE İHALE EDİLEN PERSONEL ÇALIŞTIRILMASINA DAYALI HİZMET ALIMLARI KAPSAMINDA BİRİNCİ
8 Şubat 2015 PAZAR Resmî Gazete Sayı : 29261 YÖNETMELİK Çalışma ve Sosyal Güvenlik Bakanlığından: KAMU İHALE KANUNUNA GÖRE İHALE EDİLEN PERSONEL ÇALIŞTIRILMASINA DAYALI HİZMET ALIMLARI KAPSAMINDA BİRİNCİ
Teknik sistem kataloğu Terminal kutuları KL
 Teknik sistem kataloğu Terminal kutuları KL 1 4 6 5 3 7 2 Küçük panolar Dünya çapında onaylı ve çok sayıda standart ölçülerde stoklarımızda mevcut. Pratik sistem aksesuarları, KL terminal kutularını yaygın
Teknik sistem kataloğu Terminal kutuları KL 1 4 6 5 3 7 2 Küçük panolar Dünya çapında onaylı ve çok sayıda standart ölçülerde stoklarımızda mevcut. Pratik sistem aksesuarları, KL terminal kutularını yaygın
SV-11H SV-8H SV-6H. Masural Tip Lineer Rulman K zakl Dik leme Merkezleri SV - 6H/8H/11H. www.burla.com
 SV-H Masural Tip Lineer Rulman K zakl Dik leme Merkezleri SV - H/8H/11H SV-H Sister Dik leme Merkezleri kompakt yap s sayesinde yük h z ve ilerleme kabiliyetine sahiptir. lü i mili tahrik sistemiyle özellikle
SV-H Masural Tip Lineer Rulman K zakl Dik leme Merkezleri SV - H/8H/11H SV-H Sister Dik leme Merkezleri kompakt yap s sayesinde yük h z ve ilerleme kabiliyetine sahiptir. lü i mili tahrik sistemiyle özellikle
Ölçme Bilgisi Ders Notları
 1. ÖLÇÜ BİRİMLERİ Ölçme Bilgisi: Sınırlı büyüklükteki yeryüzü parçalarının ölçülmesi, haritasının yapılması ve projelerdeki bilgilerin araziye uygulanması yöntemleri ile bu amaçlarla kullanılacak araç
1. ÖLÇÜ BİRİMLERİ Ölçme Bilgisi: Sınırlı büyüklükteki yeryüzü parçalarının ölçülmesi, haritasının yapılması ve projelerdeki bilgilerin araziye uygulanması yöntemleri ile bu amaçlarla kullanılacak araç
ELEKTRĐKLĐ OCAK TR. Kurulum Kullanım Bakım
 ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
olup uygu kaması A formuna sahiptir. Müsaade edilen yüzey basıncı p em kasnak malzemesi GG ve mil malzemesi St 50 dir.
 ÖRNEK 1: Düz kayış kasnağı bir mil üzerine radyal yönde uygu kaması ile eksenel yönde İse bir pul ve cıvata ile sabitleştirilmiştir. İletilecek güç 1 kw ve devir sayısı n=500 D/d olup uygu kaması A formuna
ÖRNEK 1: Düz kayış kasnağı bir mil üzerine radyal yönde uygu kaması ile eksenel yönde İse bir pul ve cıvata ile sabitleştirilmiştir. İletilecek güç 1 kw ve devir sayısı n=500 D/d olup uygu kaması A formuna
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. b. Fanlar. c. Şartlandırıcı. d. Alt tabla. a. Rotasyon makinesi. b. Enjeksiyon makinesi
 PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
Kis3 max Cep Telefonu Hızlı Başlangıç Kılavuzu
 Kis3 max Cep Telefonu Hızlı Başlangıç Kılavuzu 23 YASAL BİLGİLER Telif Hakkı 2014 ZTE CORPORATION. Tüm hakları saklıdır. Bu yayının hiçbir bölümü ZTE Corporation'ın önceden yazılı izni olmadan fotokopi
Kis3 max Cep Telefonu Hızlı Başlangıç Kılavuzu 23 YASAL BİLGİLER Telif Hakkı 2014 ZTE CORPORATION. Tüm hakları saklıdır. Bu yayının hiçbir bölümü ZTE Corporation'ın önceden yazılı izni olmadan fotokopi
DENEY 2. Şekil 1. Çalışma bölümünün şematik olarak görünümü
 Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
YÖNETMELİK ANKARA ÜNİVERSİTESİ YABANCI DİL EĞİTİM VE ÖĞRETİM YÖNETMELİĞİ BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar
 24 Mart 2016 PERŞEMBE Resmî Gazete Sayı : 29663 YÖNETMELİK ANKARA ÜNİVERSİTESİ YABANCI DİL EĞİTİM VE ÖĞRETİM YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin
24 Mart 2016 PERŞEMBE Resmî Gazete Sayı : 29663 YÖNETMELİK ANKARA ÜNİVERSİTESİ YABANCI DİL EĞİTİM VE ÖĞRETİM YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin
1 OCAK 31 ARALIK 2009 ARASI ODAMIZ FUAR TEŞVİKLERİNİN ANALİZİ
 1 OCAK 31 ARALIK 2009 ARASI ODAMIZ FUAR TEŞVİKLERİNİN ANALİZİ 1. GİRİŞ Odamızca, 2009 yılında 63 fuara katılan 435 üyemize 423 bin TL yurtiçi fuar teşviki ödenmiştir. Ödenen teşvik rakamı, 2008 yılına
1 OCAK 31 ARALIK 2009 ARASI ODAMIZ FUAR TEŞVİKLERİNİN ANALİZİ 1. GİRİŞ Odamızca, 2009 yılında 63 fuara katılan 435 üyemize 423 bin TL yurtiçi fuar teşviki ödenmiştir. Ödenen teşvik rakamı, 2008 yılına
PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER
 279 PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER Ahmet DİNÇER ÖZET Akışı bölmek, hidrolik uygulamalarda karşılaşılan en büyük problemlerden birisidir. Hidrolik enerji en kolay hareket ettirebildiği
279 PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER Ahmet DİNÇER ÖZET Akışı bölmek, hidrolik uygulamalarda karşılaşılan en büyük problemlerden birisidir. Hidrolik enerji en kolay hareket ettirebildiği
Kullanım Kılavuzu. İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3. Kireçlenme hakkında önemli hatırlatmalar 8
 Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
DİKKAT! SORU KİTAPÇIĞINIZIN TÜRÜNÜ "A" OLARAK CEVAP KÂĞIDINA İŞARETLEMEYİ UNUTMAYINIZ. SAYISAL BÖLÜM SAYISAL-2 TESTİ
 ALES İlkbahar 007 SAY DİKKAT! SORU KİTAPÇIĞINIZIN TÜRÜNÜ "A" OLARAK CEVAP KÂĞIDINA İŞARETLEMEYİ UNUTMAYINIZ. SAYISAL BÖLÜM SAYISAL- TESTİ Sınavın bu testinden alacağınız standart puan, Sayısal Ağırlıklı
ALES İlkbahar 007 SAY DİKKAT! SORU KİTAPÇIĞINIZIN TÜRÜNÜ "A" OLARAK CEVAP KÂĞIDINA İŞARETLEMEYİ UNUTMAYINIZ. SAYISAL BÖLÜM SAYISAL- TESTİ Sınavın bu testinden alacağınız standart puan, Sayısal Ağırlıklı
Akaryakıt Fiyatları Basın Açıklaması
 23 Aralık 2008 Akaryakıt Fiyatları Basın Açıklaması Son günlerde akaryakıt fiyatları ile ilgili olarak kamuoyunda bir bilgi kirliliği gözlemlenmekte olup, bu durum Sektörü ve Şirketimizi itham altında
23 Aralık 2008 Akaryakıt Fiyatları Basın Açıklaması Son günlerde akaryakıt fiyatları ile ilgili olarak kamuoyunda bir bilgi kirliliği gözlemlenmekte olup, bu durum Sektörü ve Şirketimizi itham altında
Anonim Verilerin Lenovo ile Paylaşılması. İçindekiler. Harmony
 Anonim Verilerin Lenovo ile Paylaşılması İçindekiler Anonim Verilerin Lenovo ile Paylaşılması... 1 Harmony... 1 Lenovo Companion 3.0... 2 Lenovo Customer Engagement Service... 3 Lenovo Experience Improvement
Anonim Verilerin Lenovo ile Paylaşılması İçindekiler Anonim Verilerin Lenovo ile Paylaşılması... 1 Harmony... 1 Lenovo Companion 3.0... 2 Lenovo Customer Engagement Service... 3 Lenovo Experience Improvement
13 Kasım 2012. İlgili Modül/ler : Satın Alma ve Teklif Yönetimi. İlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL
 13 Kasım 2012 İlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL STOK BİLGİLERİNİ KULLANARAK TOPLU ALIM TALEP FİŞİ OLUŞTURMA Satın Alma ve Teklif Yönetimi modülü ile ihtiyaç duyulan stoklar otomatik belirlenip,
13 Kasım 2012 İlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL STOK BİLGİLERİNİ KULLANARAK TOPLU ALIM TALEP FİŞİ OLUŞTURMA Satın Alma ve Teklif Yönetimi modülü ile ihtiyaç duyulan stoklar otomatik belirlenip,
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
MD8562/8562D. 2MP. Vandal-proof. Mobile Surveillance
 MD8562/8562D 2MP. Vandal-proof. Mobile Surveillance Kurulum Öncesi Uyarılar Ağ Kamerasından duman çıktığı görülür veya normal olmayan bir koku duyulursa Ağ Kamerasının elektrik bağlantısını kesin. Çalıştırma
MD8562/8562D 2MP. Vandal-proof. Mobile Surveillance Kurulum Öncesi Uyarılar Ağ Kamerasından duman çıktığı görülür veya normal olmayan bir koku duyulursa Ağ Kamerasının elektrik bağlantısını kesin. Çalıştırma
CWC-MB Ocean Yürüteç Kullanım Kılavuzu
 CWC-MB Ocean Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.
CWC-MB Ocean Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.